
行业新闻
查看分类行业新闻
焊接衬垫的操作要点及燃弧点的位置
来源:本站 时间:2020/8/29 10:48:27 次数:
CO2单面焊是一种技术性很强的焊接方法。尽管影响焊接衬垫焊缝双面成型的因素很多,如设备性能、气候、施工空间环境、网路电压、人员素质等,但更重要的是人员素质。焊工素质表现在认知面(理论水平)、技能技巧、熟练程度和工作态度等方面。因此,即便使用了合适的焊接规范参数,想要获得满意的焊缝质量,还必须掌握准确的操作方式和技术要领。
2.6.1 燃弧点的位置
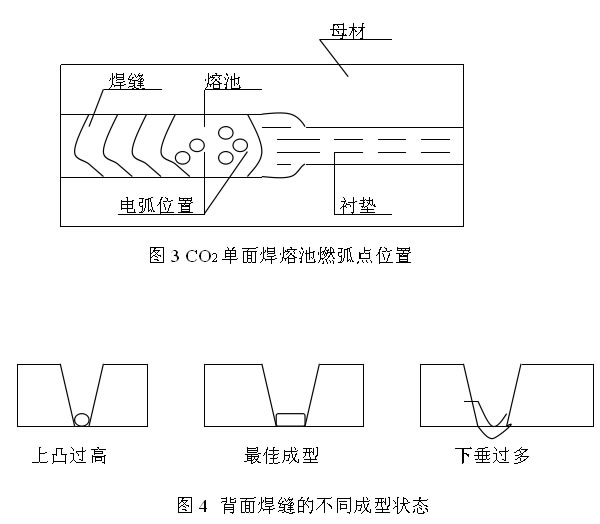
采用单面焊时,燃弧的位置十分重要,如图3所示。由于进行CO2单面焊时,电弧的电流密度较大,在熔池前端的母材上形成半圆孔,随着电弧的前进,熔化金属不断填满此半圆孔。操作时必须使燃弧点处于熔池中心,如果燃弧点太靠前,如图3中B点的位置,则会使铁水过早前淌,使熔宽减小,严重时导致两底边未熔合。若燃弧点太靠后,如图3中A点,使铁水前淌过缓,会增加熔宽,焊缝下垂过多,且容易使焊缝正面形成中间高、两边低的形式,这样在上面一层焊接时会导致两边夹渣。正常的打底焊成形应是焊缝反面增高适当,焊缝正面为中间低,两边成弧状过渡,如图4所示。
上一条: 焊接衬垫的技术应用优势
下一条:陶瓷焊接衬垫使用特点
Copyright © 2020 潍坊吉联焊接衬垫厂 版权所有
备案号:鲁ICP备13020977号-2